.jpg)
ฮาลาล
กฎหมายอิสลามอันเกี่ยวข้องกับสินค้าและผลิตภัณฑ์


เราผลิตเม็ดพลาสติกสำหรับกลุ่มผลิตภัณฑ์ทุ่นสำหรับติดตั้งแผงโซลาร์เซลล์ เพื่อให้มีคุณสมบัติที่หลากหลาย เพื่อรองรับแนวคิดพลังงานหมุนเวียน และด้วยความใส่ใจต่อสิ่งแวดล้อม
เรามุ่งมั่นที่จะมีส่วนร่วมในความสำเร็จของลูกค้า บนพื้นฐานของนวัตกรรมที่แข็งแกร่งมุ่งเน้นคุณภาพ และประสิทธิภาพการบริการด้านเทคนิคและแพลตฟอร์มการผลิตทั่วโลก
เรายังคงพัฒนาผลิตภัณฑ์ที่มีคุณภาพดีที่สุดเพื่อตอบสนองแนวโน้มธุรกิจ และไลฟ์สไตล์ของผู้บริโภคให้มีการใช้งานที่ยั่งยืนยิ่งขึ้น
กลุ่มธุรกิจทุ่นสำหรับติดตั้งแผงโซลาร์เซลล์ มุ่งเน้นทุ่นที่ใช้สำหรับการติดตั้งแผงโซลาร์เซลล์ในรูปแบบลอยน้ำ
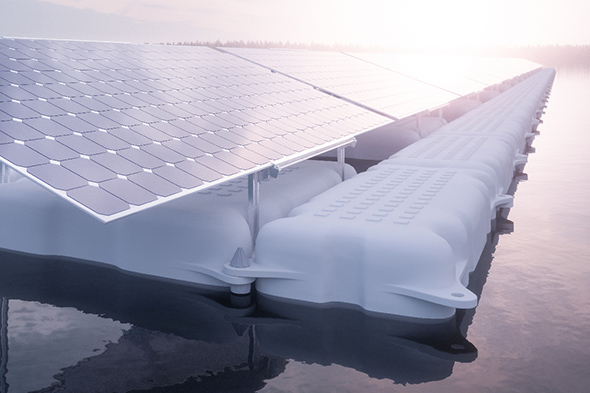
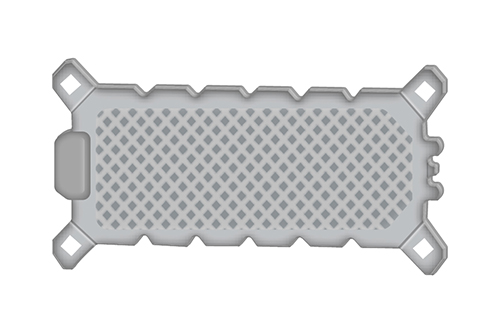
ทุ่นลอยน้ำส่วนหลักใช้เป็นทุ่นลอยน้ำสำหรับติดตั้งแผงพลังงานแสงอาทิตย์
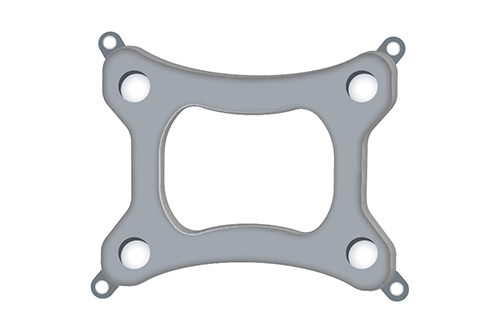
ทุ่นลอยน้ำส่วนรองใช้เชื่อมแถวของทุ่นลอยน้ำหลักเข้าด้วยกันตามรูปแบบการจัดวาง และใช้เชื่อมต่อกันเป็นทุ่นสำหรับทางเดิน

กฎหมายอิสลามอันเกี่ยวข้องกับสินค้าและผลิตภัณฑ์
.jpg)
องค์การอาหารและยา ประเทศสหรัฐอเมริกา ตามข้อกำหนดองค์การอาหารและยาที่ 21 กฎหมายกลาง ส่วนที่ 177.1520 (c) (2.1)
.jpg)
วัสดุพลาสติกที่มีส่วนสัมผัสกับอาหาร

มาตรฐานอนามัยสำหรับการใช้สารเติมแต่งในบรรจุภัณฑ์อาหารและวัสดุสำหรับบรรจุภัณฑ์ ภายใต้ GB31603-2015

ข้อกำหนดวัตถุอันตราย: ข้อกำหนดสหภาพยุโรป 2011/65/EU
.jpg)
มาตรฐานอุตสาหกรรมพอลิเอทิลีนเรซิน
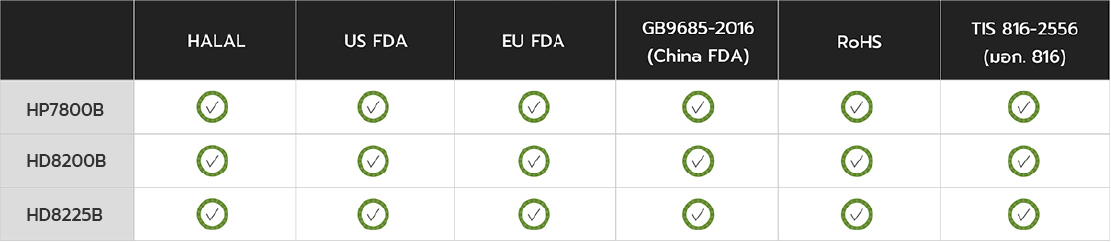
การปฏิบัติตามมาตรฐานสากลโดยเกรด
Q : เกิดการไหลยืดลงด้านล่าง (drawdown) ของพลาสติกมากเกินไป เนื่องจากน้ำหนักตัวของพลาสติกเหลว
A :
- ปรับลดอุณหภูมิการขึ้นรูป
- ปรับเพิ่มความเร็วในการอัดรีด
- ปรับเพิ่มความเร็วในการปิดแม่พิมพ์
- ใช้พลาสติกที่มีดรรชนีการไหลต่ำลง
Q : ดายพินอยู่ในตำแหน่งไม่สมดุล
A : ปรับตำแหน่งดายพินให้เหมาะสม
Q : เกิดจากการตั้ง condition ของการขึ้นรูปไม่เหมาะสม หรือการออกแบบแม่พิมพ์บริเวณแนวประกบ (pinch-off) ไม่เหมาะสม
A :
- ทบทวนการออกแบบในส่วนของ pinch-off ให้เหมาะสม
- ปรับลดอุณหภูมิที่บริเวณแนวประกบที่ก้นขวด
- เพิ่มเวลาในการเป่าและปิดแม่พิมพ์ให้นานขึ้น
Q : การออกแบบแม่พิมพ์ไม่เหมาะสม หรือ สภาวะที่ใช้ขึ้นรูปไม่เหมาะสม
A : - แก้ไขแม่พิมพ์ให้สามารถประกบปิดได้สนิทขึ้นQ : เกิด Melt fraction ของเนื้อพลาสติกเหลว
A :
- ปรับลดความเร็วในการอัดรีด
- ปรับเพิ่มอุณหภูมิหัวดาย
- ปรับความกว้างของระยะห่างดาย
Q : การระบายอากาศในแม่พิมพ์ไม่เพียงพอ
A :
- ทำการขัดทรายที่ผิวในของแม่พิมพ์
- ปรับเพิ่มอุณหภูมิหัวดาย
- ปรับเพิ่มความดันลมเป่า
Q : เม็ดพลาสติกมีความชื้น
A : ตรวจสอบเม็ดพลาสติกที่ใช้
Q : ความเร็วรอบสกรูสูงเกินไป
A : ลดความเร็วรอบสกรู
Q : สันสกรูในช่วงป้อนเม็ดพลาสติกลึกเกินไป
A : ตรวจเช็คระยะลึกของสันสกรูโดยเปรียบเทียบกับเครื่องอื่นๆ ที่ไม่เกิดปัญหา
Q : มีสิ่งแปลกปลอมหรือพลาสติกไหม้ตกค้างและเกาะอยู่บริเวณดาย
A :
- ทำความสะอาดดาย
- ตรวจสอบวัตถุดิบอื่น ๆ เช่นเม็ดพลาสติกหลอม และเม็ดสี